Optiki Aýna/Kwars/Safir Işlemek Üçin Infragyzyl Pikosekund Iki Platformaly Lazer Kesme Enjamy



Esasy parametr
| Lazer görnüşi | Infragyzyl Pikosekund |
| Platformanyň ölçegi | 700×1200 (mm) |
| 900×1400 (mm) | |
| Kesme galyňlygy | 0.03-80 (mm) |
| Kesme tizligi | 0-1000 (mm/s) |
| Öňki gyralaryň döwülmegi | <0.01 (mm) |
| Bellik: Platformanyň ölçeglerini öz islegiňize görä üýtgedip bolýar. | |
Esasy aýratynlyklar
1. Ultra çalt lazer tehnologiýasy:
· Pikosekund derejesindäki gysga impulslar (10⁻¹²s) MOPA sazlama tehnologiýasy bilen utgaşdyrylyp, iň ýokary kuwwatlylyk dykyzlygy >10¹² W/sm²-e ýetýär.
· Infragyzyl tolkun uzynlygy (1064nm) açyk materiallara çyzykly däl siňdiriş arkaly aralaşyp, ýüziň ablýasiýasynyň öňüni alýar.
· Hususy köp fokusly optiki ulgam bir wagtyň özünde dört garaşsyz işleme nokadyny döredýär.
2. Iki stansiýaly sinhronizasiýa ulgamy:
· Granit esasly iki çyzykly hereketlendiriji basgançaklar (ýerleşdiriş takyklygy: ±1μm).
· Stansiýany çalyşmak wagty <0.8s, parallel "işläp taýýarlamak-ýüklemek/düşürmek" amallaryny amala aşyrmaga mümkinçilik berýär.
· Her stansiýa üçin garaşsyz temperatura gözegçiligi (23±0.5°C) uzak möhletli işleniş durnuklylygyny üpjün edýär.
3. Akylly proses gözegçiligi:
· Parametrleri awtomatiki deňeşdirmek üçin integrasiýalaşdyrylan materiallar bazasy (200+ aýna parametrleri).
· Plazma gözegçiliginiň real wagt režimi lazer energiýasyny dinamiki taýdan sazlaýar (sazlama çözgüdi: 0.1mJ).
· Howa perde goragy gyradaky mikro çatlaklary (<3μm) iň pes derejä düşürýär.
0,5 mm galyňlykdaky sapfir waferini dogramagy öz içine alýan adaty ulanyş ýagdaýynda, ulgam 300 mm/s kesiş tizligine ýetýär, döwülme ölçegleri <10μm, bu bolsa däp bolan usullar bilen deňeşdirilende netijeliligiň 5 esse ýokarlanmagyny görkezýär.
Gaýtadan işlemegiň artykmaçlyklary
1. Çeýe işleýiş üçin integrasiýa edilen iki stansiýaly kesiş we bölmek ulgamy;
2. Çylşyrymly geometriýalaryň ýokary tizlikli işlenilmegi prosesiň konwertasiýa netijeliligini ýokarlandyrýar;
3. Minimal döwülme (<50μm) we operator üçin howpsuz işleniş bilen konussyz kesiji gyralar;
4. Intuitiw işleýiş bilen önümiň aýratynlyklarynyň arasynda üznüksiz geçiş;
5. Pes işleýiş çykdajylary, ýokary hasyl beriş derejesi, sarp edilmedik we hapalanmasyz proses;
6. Ýüziň bitewüligini kepillendirýän şlaklaryň, galyndylaryň ýa-da hapa suwlaryň nol öndürilmegi;
Nusga görkezilişi
Tipik ulanylyşlar
1. Sarp ediji elektronikasynyň önümçiligi:
· Smartfonyň 3D örtük aýnasynyň konturyny takyk kesmek (R-burç takyklygy: ±0.01mm).
· Safir sagat linzalarynda mikro deşikleri deşmek (minimal diafragma: Ø0.3 mm).
· Displeýiň aşagyndaky kameralar üçin optiki aýna geçirijilik zolaklarynyň abatlaýyş işleri.
2.Optiki Komponentleriň Önümçiligi:
· AR/VR linza massiwleri üçin mikrostruktura işläp taýýarlamak (aýratynlyk ölçegi ≥20μm).
· Lazer kollimatorlary üçin kwarts prizmalarynyň burçly kesilmegi (burçluga çydamlylyk: ±15").
· Infragyzyl süzgüçleriň profilini şekillendirmek (kesiji konus <0.5°).
3. Ýarymgeçiriji gaplama:
· Plastinka derejesinde aýnanyň üsti bilen işlenilmegi (TGV) (aspekt gatnaşygy 1:10).
· Mikrofluidik çipler üçin aýna substratlarynda mikrokanal oýma (Ra <0.1μm).
· MEMS kwars rezonatorlary üçin ýygylygy sazlamak üçin kesmeler.
Awtomobil LiDAR optiki penjirelerini öndürmek üçin, ulgam awtoulag derejesindäki titreme synag talaplaryna laýyk gelýän, kesiş perpendikulýarlygy 89.5±0.3° bolan 2 mm galyňlykdaky kwars aýnasyny kontur görnüşinde kesmäge mümkinçilik berýär.
Proses programmalary
Syndyrylan/gaty materiallary takyk kesmek üçin ýörite işlenip düzülen, şol sanda:
1.Standart aýna we optiki aýnalar (BK7, ereýän kremniý);
2. Kwars kristallary we sapfir substratlary;
3. Temperlenen aýna we optiki süzgüçler
4. Aýna substratlary
Kontur kesmek we içki deşikleri takyk deşmek ukybyna eýedir (minimum Ø0.3 mm)
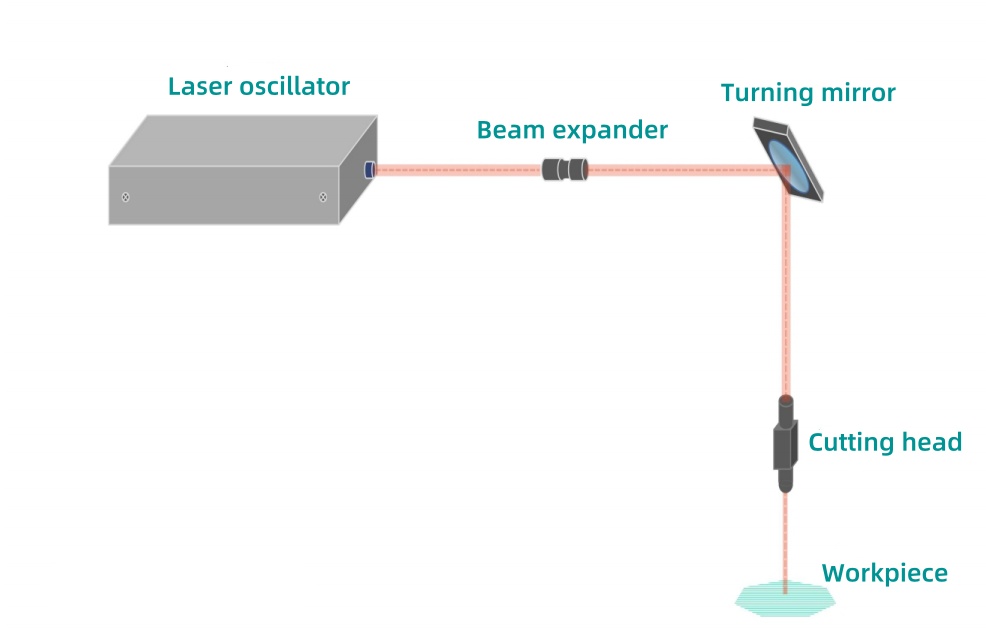
Lazer bilen kesmek prinsipi
Lazer femtosekunddan pikosekunda çenli wagt ölçeglerinde iş bölegi bilen özara täsirleşýän örän ýokary energiýaly ultra gysga impulslary döredýär. Materialyň içinde ýaýran mahalynda, şöhle mikron ölçegli filamentasiýa deşiklerini emele getirmek üçin öz dartgynlyk gurluşyny bozýar. Optimallaşdyrylan deşik aralygy gözegçilikli mikro çatlaklary döredýär, olar bolsa takyk bölmegi gazanmak üçin bölmek tehnologiýasy bilen birleşýär.
Lazer kesmegiň artykmaçlyklary
1. Pes energiýa sarp edilişi we ýönekeýleşdirilen işleýşi bilen ýokary awtomatlaşdyrylan integrasiýa (kesiş/ýarmak funksiýasynyň utgaşdyrylmagy);
2. Kontaktsyz işleme adaty usullar arkaly ýetip bolmajak özboluşly mümkinçilikleri üpjün edýär;
3. Sarp edilmeýän zatlardan peýdalanmagyň kömegi bilen işleýiş çykdajylary azaldylýar we ekologiýa durnuklylygy ýokarlanýar;
4. Nol konus burçy bilen ýokary takyklyk we ikinji derejeli iş bölegine zyýan ýetmezçiligi aradan aýyrmak;
XKH dürli pudaklarda özboluşly önümçilik talaplaryny kanagatlandyrmak üçin lazer kesiş ulgamlarymyz üçin toplumlaýyn özleşdirme hyzmatlaryny, şol sanda özleşdirilen platforma konfigurasiýalaryny, ýöriteleşdirilen proses parametrlerini işläp düzmek we ulanylyşa degişli çözgütleri hödürleýär.