Iki gat duralgaly kwadrat maşyn monokristal kremniý çubugyny işläp bejermek 6/8/12 dýuým ýüz tekizligi Ra≤0.5μm



Enjamlaryň häsiýetnamalary:
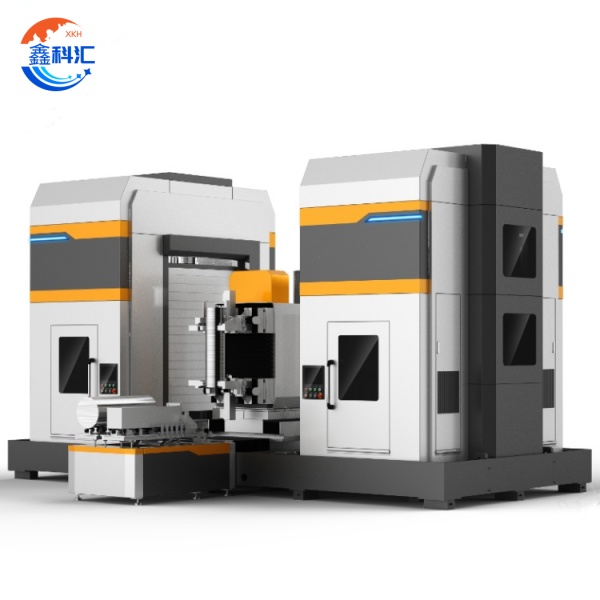
(1) Iki stansiýaly sinhron işleme
· Iki esse netijelilik: Iki sany kremniý çybygynyň (Ø6"-12") bir wagtda işlenilmegi, Simpleks enjamlary bilen deňeşdirilende, öndürijiligi 40%-60% ýokarlandyrýar.
· Garaşsyz dolandyryş: Her bir stansiýa dürli kremniý sterženleriniň aýratynlyklaryna uýgunlaşmak üçin kesiş parametrlerini (dartgynlylyk, iýmitlendirme tizligi) garaşsyz sazlap bilýär.
(2) Ýokary takyklykly kesiş
· Ölçeg takyklygy: kwadrat çyzyk tarapynyň aralygyna çydamlylyk ±0.15mm, aralyk ≤0.20mm.
· Ýüziň hili: kesiji gyralaryň döwülmegi <0.5 mm, soňraky üwelme mukdaryny azaldyň.
(3) Akylly dolandyryş
· Adaptiw kesmek: kremniý taýajygynyň morfologiýasyny real wagt režiminde gözegçilik etmek, kesiş ýolunyň dinamiki sazlanmagy (meselem, egri kremniý taýajygy işläp taýýarlamak).
· Maglumatlary yzarlamak: MES ulgamynyň doklaşdyrylmagyny goldamak üçin her bir kremniý sterženiniň işleme parametrlerini ýazga almak.
(4) Sarp edilýän çykdajylaryň pesligi
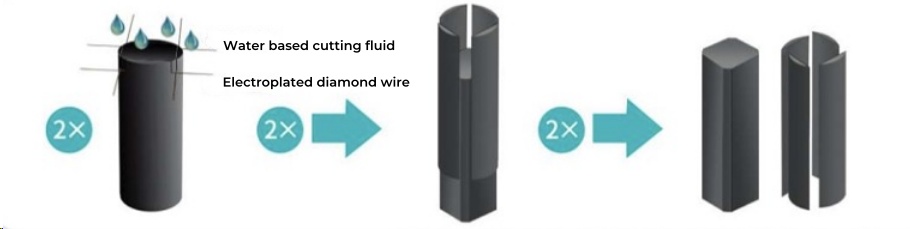
· Almaz sim sarp edilişi: ≤0.06m/mm (kremniý çybygynyň uzynlygy), simiň diametri ≤0.30mm.
· Sowadyjy suwuň aýlanyşygy: Süzgüç ulgamy hyzmat möhletini uzaldýar we galyndylaryň suwuklyk zyňylmagyny azaldýar.
Tehnologiýanyň we ösüşiň artykmaçlyklary:
(1) Kesiş tehnologiýasyny optimizirlemek
- Köp setirli kesiş: 100-200 almaz çyzyk parallel ulanylýar we kesiş tizligi ≥40mm/min.
- Dartgynlylygy dolandyrmak: Simleriň döwülmeginiň töwekgelçiligini azaltmak üçin ýapyk halkaly sazlama ulgamy (±1N).
(2) Gabat gelişme giňeltmesi
- Materialyň uýgunlaşmasy: TOPCon, HJT we beýleki ýokary netijeli batareýaly kremniý taýajyklary bilen utgaşykly P-tipli/N-tipli monokristal kremniýi goldaýar.
- Çeýe ölçeg: kremniý çybygynyň uzynlygy 100-950 mm, kwadrat çybygynyň gapdal aralygy 166-233 mm sazlanyp bilner.
(3) Awtomatlaşdyrmany täzelemek
- Robot ýüklemek we düşürmek: kremniý sterženleriniň awtomatik ýüklenmegi/düşürilmegi, ≤3 minut urmak.
- Akylly diagnostika: Meýilleşdirilmedik iş wagtyny azaltmak üçin öňünden aýdylýan tehniki hyzmat.
(4) Pudakda liderlik
- Plastinka daýanjy: ≥100μm ultra inçe kremniýi dörtburç sterženler bilen işläp bilýär, parçalanma tizligi <0.5%.
- Energiýa sarp edilişini optimizirlemek: Kremniý sterženiniň birligine düşýän energiýa sarp edilişi (adaty enjamlar bilen deňeşdirilende) 30% azaldylýar.
Tehniki parametrler:
| Parametriň ady | Indeks bahasy |
| Işlenilen barlaryň sany | 2 bölek/toplum |
| Işleýiş çyzygynyň uzynlygynyň aralygy | 100~950mm |
| Işleýiş çäk aralygy | 166~233mm |
| Kesme tizligi | ≥40mm/min |
| Almaz sim tizligi | 0~35m/s |
| Almaz diametri | 0,30 mm ýa-da ondan az |
| Lineýar sarp edilişi | 0,06 m/mm ýa-da ondan az |
| Gabat gelýän tegelek çybyk diametri | Taýýarlanan dörtburç çybyk diametri +2 mm, Jyllamagyň geçiş tizligini üpjün ediň |
| Iň öňdebaryjy döwülmeleriň gözegçiligi | Çig gyra ≤0.5mm, döwülmeýär, ýokary hilli ýüz |
| Ýaýyň uzynlygynyň deňligi | Proýeksiýa aralygy <1.5 mm, kremniý çubugynyň bozulmagyndan başga |
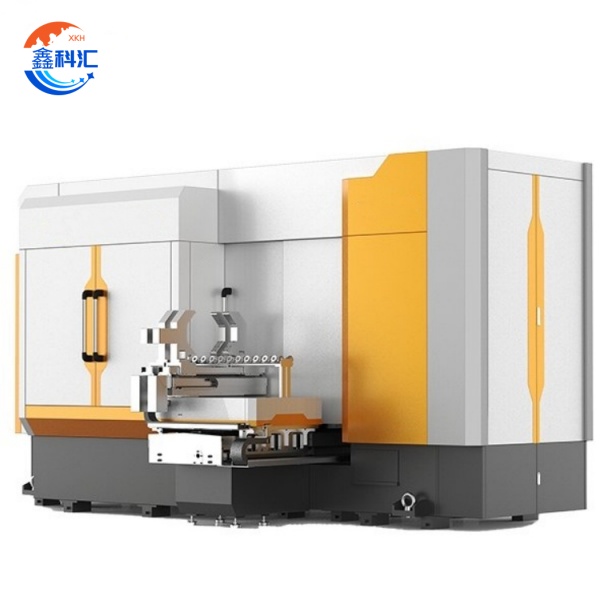
| Maşyn ölçegleri (ýeke maşyn) | 4800×3020×3660mm |
| Jemi nominal güýç | 56 kW |
| Enjamlaryň öli agramy | 12t |
Işleniş takyklygynyň indeks tablisasy:
| Takyklyk zady | Çydamlylyk diapazony |
| Kwadrat çyzyk gyrasynyň çydamlylygy | ±0.15mm |
| Kwadrat çyzyk gyrasynyň aralygy | ≤0.20mm |
| Kwadrat sterženiň ähli taraplaryndaky burç | 90°±0.05° |
| Kwadrat çybyklaryň tekizligi | ≤0.15mm |
| Robotyň gaýtalanýan ýerleşdiriş takyklygy | ±0.05mm |
XKH-nyň hyzmatlary:
XKH monokristal kremniýli iki stansiýaly enjamlar üçin doly siklli hyzmatlary hödürleýär, şol sanda enjamlary sazlamak (uly kremniý sterženleri bilen utgaşykly), prosesi işe girizmek (kesiş parametrlerini optimizirlemek), operasiýa okuwy we satuwdan soňky goldaw (esasy bölekleri üpjün etmek, uzakdan diagnoz goýmak), müşderileriň ýokary hasyllylyga (>99%) we sarp edilişi pes bolan önümçilik gazanmagyny üpjün etmek, şeýle hem tehniki täzelenmeleri (meselem, emeli intellekt bilen kesmegi optimizirlemek) üpjün etmek. Eltip bermek möhleti 2-4 aý.
Jikme-jik diagramma
Baglanyşykly önümler
-

Safir çubugynyň silindriniň konus şekilli ujy konus şekilli çubuglary
-

8 dýuýmlyk Litiý Niobat Wafer LiNbO3 LN Wafer
-

UV / IR derejeli kwars deşik arkaly plitalary ýörite ...
-

Safir turbasynyň takyk önümçilik şəffaflygy ...
-

Sintetik Sapfir Boule Monokristal Sapfir B...
-

Binafşa reňkli benewşe sapfir Al2O3 materialy ... üçin